关于我们

公司优势
随着挤出机向高速,高效方向的发展,对挤出机花键传动芯轴的要求越来越高,材料从原先的普通合金钢40Cr、42CrMo提升到高强度合金钢40CrNiMoA,38CrMoAl锻造棒料再加工。还是满足不了挤出机发展需要。而国外除了对原材料的加大研发外,在加工工艺方面改进也很大,从原先的对材料去除切削加工发展到冷锻加工,从而更进一步提高了花键轴的机械性能,特别是扭矩的提升,促进了平行双螺杆挤出机的发展,螺杆转速已达到上千转每分钟。而我国还停留在400转左右。针对这一情况,我公司于2017年着手研究花键轴的冷锻技术。采用冷打技术,实现大模数花键芯轴冷打精密成形一体化新工艺。高扭冷锻渐开线花键芯轴不仅满足了关键零部件囯产化需求,而且满足了用户不断提升产品品质的需求,项目的完成不仅提高了企业持续自主创新的能力,而且有力地推动了我国在此技术研发上的新突破、新发展。冷锻渐开线花键芯轴是真正的中国智造,她不仅结束了我国高扭花键轴依赖进口的局面,而且,以高档产品及成本优势返销欧美等发达国家市场,因此,市场前景十分广阔。
1、性能指标:
| 1 | 花键加工模数 | ≤3 |
| 2 | 冷锻花键精度 | 6-7级 |
| 3 | 冷锻花键长度 | 8米 |
| 4 | 冷锻材料硬度 | ≤HB327 |
| 5 | 冷锻齿面粗糙度 | Ra0.4 |
| 6 | 工件直径 | 22mm-80mm |
2、与国内外同类技术水平比较:
| 技术对比 | 国内 | 国外 |
| 花键轴精度 | 8-9级 | 6-7级 |
| 齿面粗糙度 | Ra1.6-3.2 | Ra0.4-0.8 |
| 扭力比 | 7~11KN/cm³ | 11~18KN/cm³ |
| 齿面硬度 | HRC25~32 | HRC28~45 |
| 花键直径 | Φ65-φ250mm | Φ65-φ250mm |
| 花键长度 | 200-300mm | 4000mm |
3、设备:

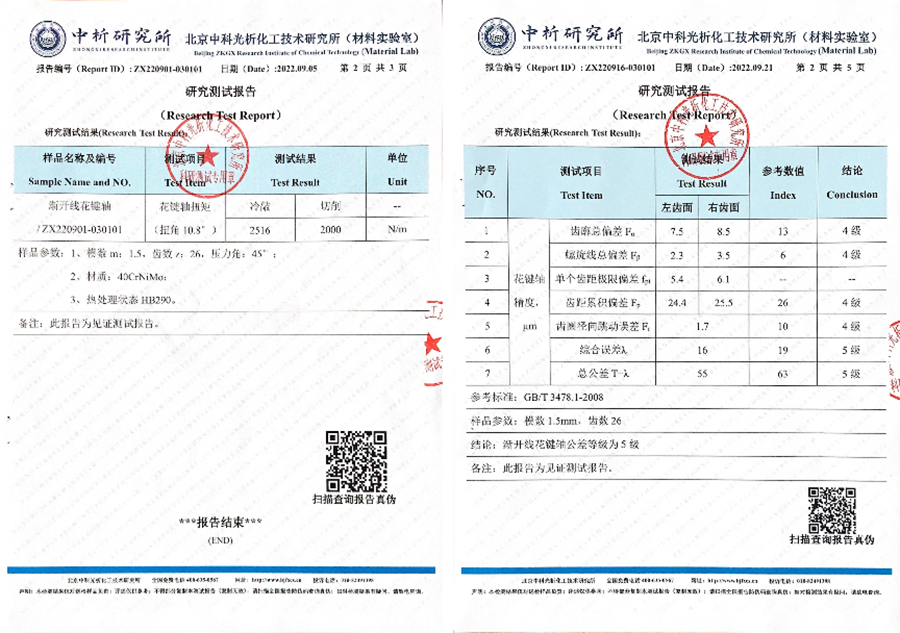
4、研究分析报告: